产品展示
JQ-4T 台式 冷焊钳

一、接线范围
铜: Ø 2.00mm -- Ø 5.00mm(无氧铜、低氧铜)铝: Ø 2.00mm -- Ø 6.00mm
二、模具的安装
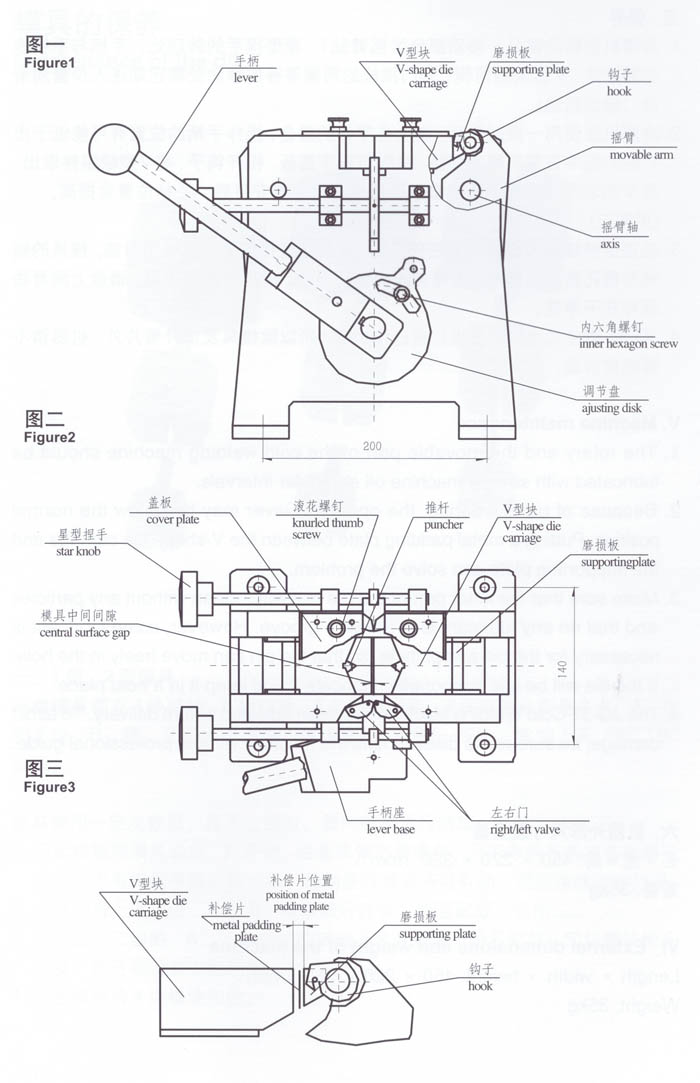
1.松开滚花螺钉,把盖板分别往前后拉开,将操作手顺时针旋转90°向上推,使机器安装模具的型腔打开到最大状态
2.将模具往左右方向适当拉开,让过V型块中间的推杆,放入型腔内,轻压手柄,使模具的斜面与V型块的斜面贴住(见图二),再将手柄略送一点,使模具下面的凹槽自由落入V型块底板的凸筋上,此时可边抖动手柄边将模具往下按,或用木柄轻轻地将模具敲入到位,基本与V型块持平
3.盖好盖板,拧好螺丝
4.特别注意:不允许在模具的凹槽与V型块的凸筋相互还未到位时的情况下,强行用力安装模具,那样会损坏模具及V型块底板,而且无法修复
三、接线步骤
1.根据接线的规格,要调整模具的中缝间距,松开调节环上的内六角螺钉(见图一),将手 柄往上移动,使模具的中缝距离约等于被接线径的1/2--1/3,目的是便于穿线,中缝间距过大,线材会掉落下去,中缝间距过小,则穿线困难,这时手柄保 持中缝需要的间距位置,逆时针转动调节环,使调节环往上靠足,此时拧紧内六角螺丝,固定好调节环。
2.分别向外转动星型捏手,打开左右门,将被接线材分别穿到模具中心
3.用力向下压手柄,一定要压到模具的中间没有缝隙,重复用力压几次,观察中间的接头和飞边情况,压到接好为止,一般压4~6下
4.将手柄向外旋转90°向上推,此时模具和左右门会自动打开,称为大开门。可取出被接线材,用钳子分别转动两边的飞边,因为飞边是二个半环所以会容易地脱落,再修去毛刺。
5.将手柄往下压,机器会自动复位
6. 注意:当机器处于大开门的情况下不能转动星型捏手,要将手柄往下压,复位后才能转动星型捏手
四、模具的公差范围
一套模具由4个模块组成一个固定的规格,适合一种规格的线材使用,模具规格必须与线材规格配对使用,允许范围为-1%--+3%。
五、保养
1.冷焊机的转动部分、移动部分如摇臂轴、星型捏手的转动处、手柄与手柄座的转动处、V型块的两侧、开门推板的两侧等等的移动处需定期注入少量润滑油(缝纫机油)
2.冷焊机在使用一段时间后,由于各零件的磨合,操作手柄的位置有可能低于出厂时的标准位置而影响接线,这时可取下盖板,松开钩子,将V型块组件取出,在V型块与磨损板之间垫上补偿片,按原样安装后,手柄位置会提高。
3.必须保持模具内部清洁无任何异物,并且线槽内不可涂有润滑油。模具的销轴与销孔能自由移动,也需加入少量润滑油。模具的销轴与销孔能自由移动,也需加入少量润滑油。模具若暂时不用,请图上润滑油保存在干净处
4. 台式冷焊机在出厂前已做调整,所以除模具及加补偿片外外,机器请不要随意拆动,以免损坏
六、机器外形尺寸及重量
重量:100kg




")