产品展示
JQ-2S 手提式 冷焊钳(大力钳)

一、接线范围
铜: Ø 0.30mm -- Ø 1.20mm(无氧铜、低氧铜)铝: Ø 0.30mm -- Ø 1.40mm
注:含杂质较多的线材不能焊接
二、模具的安装
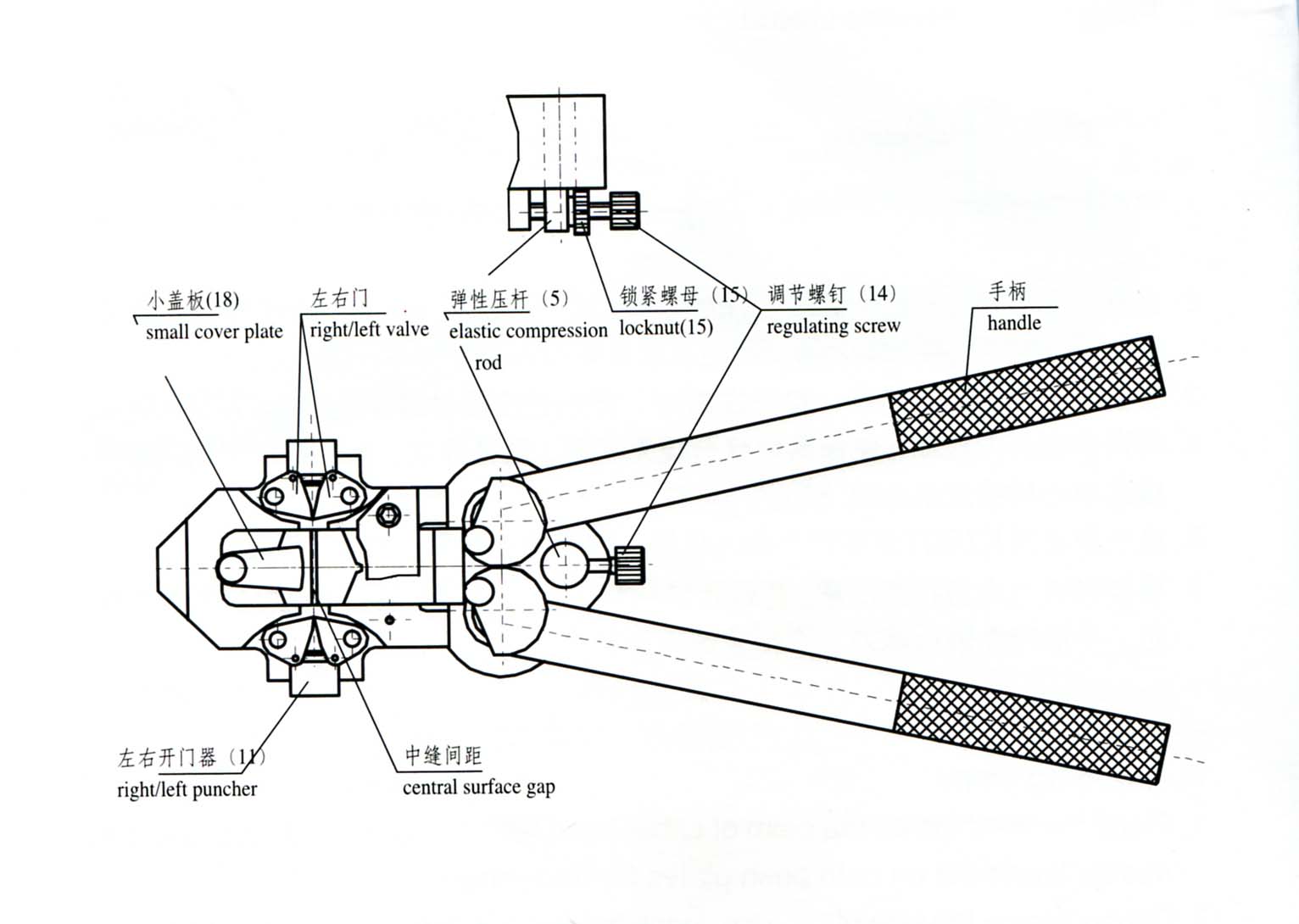
1.松开小盖板(18)旋转至一边
2.揿下弹性压杆(5),将手柄向外打开至最大状态
3.模具装入V型模槽内
4.小盖板(18)旋转至适当位置拧紧
5. 将两手柄向内合拢
三、接线步骤
1.根据合适程度将冷焊钳放在任何一个手的掌心中,使大拇指和中指能自然放在钳体两侧的左右开门器(11)上。
2.根据接线的规格,松开锁紧螺母,用调节螺钉调整中缝间距,使中缝间距调整到被接线径的1/2--1/3之间,然后用锁紧螺母锁紧。
3.分别压下两侧的开门器,打开左右们,穿入被接线材到模具中心
4.将两手柄向内压动,使模具中缝合拢无间隙,重复数次,直至焊接完成,观察模具中心被挤压的金属飞边
5.揿下弹性压杆(5)打开手柄到最大位置,取出被接线材,修去飞边。
6.操作时有一点请特别注意,在打开模具取出线材时,弹性压杆必须处于揿下状态,不能向外强行施力,否则会使圆销切断。
四、模具的公差范围
一套模具由4个模块组成一个固定的规格,适合一种规格的线材使用,模具规格必须与线材规格配对使用,允许范围为-1%--+3%。
五、保养
1.冷焊机的转动部分、移动部分需定期注入少量润滑油
2.必须保持模具内部清洁无任何异物,并且线槽内不可涂有润滑油。模具的销轴与销孔能自由移动,也需加入少量润滑油。模具若暂时不用,请图上润滑油保存在干净处
3. 台式冷焊机在出厂前已做调整,所以除模具外,机器请不要随意拆动,以免损坏
六、机器外形尺寸及重量
长X宽X高:350X85X75(mm)
重量:2.8kg




")