Products
JQ-1T Bench-type Cold Welding Machine
I、Welding range
Copper: Ø 0.10mm -- Ø 0.55mm(oxygen free copper、low oxygen copper)Aluminum: Ø 0.10mm -- Ø 0.55mm
Notice: Wire materials that contain much impurity can not be effectively welded.
II、Set-up of the die
1.Loosen the small cover,put it aside and expose the die chamber;
2.Raise the small handle and push the movable V shape die forward until the V shape chamber id as big as possible;
3.Put the die into the V shape die chamber;
4.Put the small cover to proper state and screw up,
5. Press the big handle.
III、Welding steps
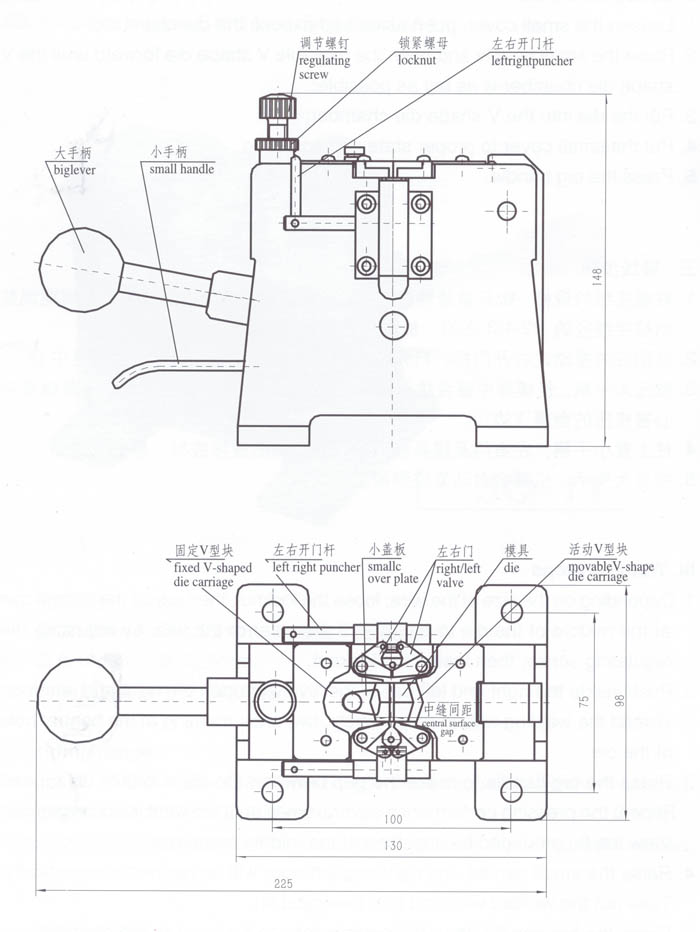
1.Depending on the size of the wire,loose the locknut,then adjust the central gap at the middle of the die to be 1/2-1/3 diameter of the wire by adjusting the regulating screw,then fasten the locknut.
2.Push inside the right and left bar respectively to open the right and left door.Thread the welding wire in respectively, two ends meeting at the central hole of the die.
3.Press the big handle to make the gap between the die subunits disappear. Repeat the pressing performance several times until the weld is accomplished.View the fin produced by upsetting at the middle of the die.
4.Raise the small handle, the right and left door will be opened automatically. Take out the welded wire and trim the metal fin.
5.Press the big handle,then the equipment can be resrt to the ready-to-use state.
IV、Tolerance range of the die
A set of die consists of four die blocks, which can be only used for the wire material with a fixed size. The wire material must the size of the die, tescept for a variation of -1%~+3%.
V、Machine maintenance
1.The rotary and the movable part of the cold welding machine should be lubricated with sewing-machine oil at regular intervals.
2.Keep the V shape die chanmber clean and without any impurity.
3.Make sure that the inner part of the die id always clean without any impurity,and that no any lubricant is in the central hole.However,some lubricant id necessary for the pin and pin hole, so that the pin can be movable freely in the hole.If the die will be idle temporarily,lubricate it and keep it in a neat place.
4.The JQ-1T Cold Welding Machine has been adjusted before delivery.To avoid damage, be sure not to disassenble the machine without professional guide.
VIII、External dimensions and weight of the machine
Length×width×height:225×98×148(mm)
Weight:3.8kg





