Products
JQ-3T bench-type Cold Welding Machine

I、Welding range
Copper:Ø 1.00mm -- Ø 3.25mm(oxygen free copper、low oxygen copper)Aluminum: Ø 1.00mm -- Ø 4.50mm
II、Set-up of the die
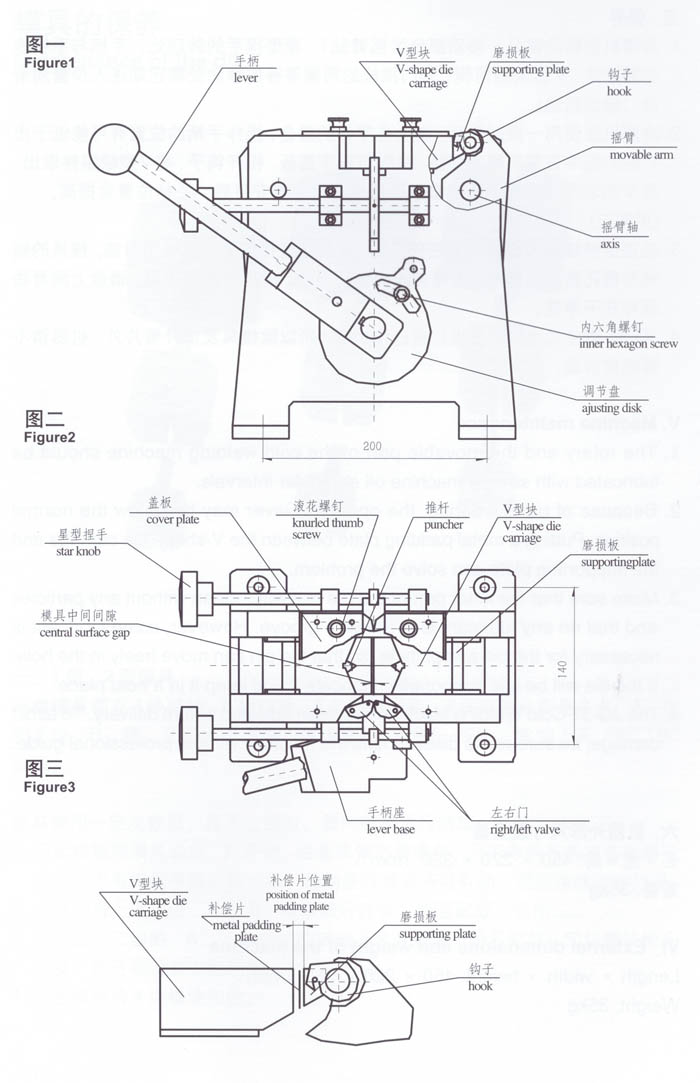
1.Loosen the knurling screw;pull apart the covers forward and backward respectively.Turn the big handle upward with clockwise rotation at 90° to make the die chamber as big as possible;
2.Pull apart the die to right and left appropriately to avoid the rod in the middle of V-shape die chamber.Put the die into the V-shape chamber and press the handle to make the incline plane of the die stick to the incline plane of the V-shape chamber(see figure 2). Loosen the handle slightly to make the gab under the die fall on the protruding slideway of the backboard of V-shape chamber automatically, meanwhile shake the handle and press the die,or knock the die gently to the proper position even with the V-shape chamber with a wooden haft.
3.Cover the cover plate and wrench the screw.
4.Pay attention:the die can't be set by force when the gab of the die is not in proper state,or the die and the V-shape chamber will be damaged and can't be repaired.
III、Welding steps
1.Loosen the inner hexagon screw,depending on the size of the wire;adjust the central gap at the middle of the die to be 1/2-1/3 diameter of the wire by pulling the operating lever upward. A wide surface gap will make the wire fall down from the wire groove and a narrow surface gap will make hard for wire threading. Hold the operating lever to keep the central surface gap.Anticlockwise turn the adjusting disk as up as possible,and then fasten the inner hexagon screw to fix the adjusting disk.
2.Turn the star knob to open the right/left valve and thread the wire into the die through the wire groove until two wires meet at the center of the die.
3.Press down the operating lever hard to eliminate the central surface gap of the die.Repeat this step for several times(about 4-6 times) until the weld is accomplished when some metal fin come into being at the center of the die.
4.Turn the operating lever clockwise by 90° and then pull it upward,when the die and the ringht/left valve are opened,which is called "big open gate". Then take out the welded wire and trim the metal fin.
5.Press down the operating lever and the welder will be set ready to use again.
6.Notice:Don't turn the star knob when the welder is in the state of "big open gate".The star knob can be turned after the operating lever is pressed down and the welder id set ready to use.
IV、Tolerance range of the die
A set of die consists of four die blocks, which can be only used for the wire material with a fixed size. The wire material must the size of the die, tescept for a variation of -1%~+3%.
V、Machine maintenance
1.The rotary and the movable part of the cold welding machine should be lubricated with sewing-machine oil at regular intervals.
2.Because of parts wearing, the operating lever may be below the normal position.Putting a metal padding plate between the V-shape die carriage and the supporting plate can solve the problem.
3.Make sure that the inner part of the die is always clean without any particles and tha no any lubricant is in the wire groove.However,some lubricant is necessary for the pin and pinhole,so that the pin can move freely in the hole.If the die will be idle temporarily,lubricate it and keep it in a neat place.
4.The JQ-3T Cold Welding Machine has been adjusted before delivery.To avoid damage,be sure not to disassemble the machine without professional guide.
VIII、External dimensions and weight of the machine
Length×width×height:450×220×320(mm)
Weight:35kg





